���z�\���е�늕�̎��
�������a���ٶȽo�������zƬ�����ٻ���Ĥ���������z�����ָ��|��Ϳ��Ҫ������|���渽������늕�̎������������c���������渽������ͬ�r�����������|�������ԡ������z�\���У�늕�ϵ�y�OӋ���v�@����׃�����m�����p���ģ��������a���ٶȲ��������M�Ļ��ġ��lչ�ķ�������Ҫ��̎�팧늻��塢늕�݁Ͳ���ϣ���늕�݁Ͳ���顰��݁��ʹ�ã���늕���վ�OӋ�p���ް����桱늕����ѽ��Lԇʹ�ÎN���g���m�����w���|���p���ް��͡����桱늕��C������һ����ʽ:�p늘O/��Ϳ݁Ͳ�Ƽ�����Ŀǰ�J���ǿ˷�����}��Ҫ��ʽ���҂�����ӑՓ�˶�N���g��Ŀǰ�F�A���O����ʹ�õļ��g�ǿ��ƅ��������z�\�á�
�O����A��늕�̎����վ
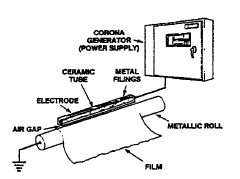
�D1����݁վ���մ�늘O��
��80�����늕�̎��վ���аlʹ��늘O�ͻ�վ���l�������Եĸ�׃����݁�OӋ�����Ը�׃�Ļ���������ɹ��،�늕�݁�ϵĽ^�������D����늕�늘O���D1�����@�׃������һ�Ό��մ�����늽��|�������Ǖr�����մɰ����ڼ��g�ϲ������С��@�����S��վ���_�š��OӋ��ͬ�r������T�ṩ늓���ȫ���o��ͬ�rҲ���S��վ����̎�팧�w���|�ͷnj��w���|�����ǂ��r������c���V���Jͬ��
���^�����˂���֪����ͬ�r���F��늘O�M�����������ŷ�λ�Ï�һ�����]�Ļ�վ��߅����늘O�b�õ�β�����@�N�µķ�ʽʹ��늘O�b�����D���S������ͨ�^.������Ҫ�C�wȥ���̓����ų��ij������෴�������ښ�϶�a�����ּ����̲����ų��������ڮ��r�@�N��׃�������˂��Jͬ�����Džs�����@���ă��c���@�O��Ľ����˳����M�빤���^�ęC������ʹ�ð���݁��վ�Ę����OӋ�_�š�
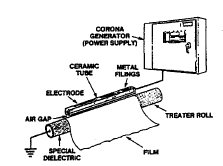
�D2-��݁�p�^����վ���մ�늘O������݁Ͳ��
��݁�p�^����վ�ǽ������һ��lչ���O��ؔUչ�˹�݁��վ�������p�^����վ���D2�������H�������մ�Ϳ�Ӱ�����݁�ϣ�ͬ�r߀�����մ�늘O��ƥ������̎��Ч�ʺ�����ϵ�y��Ч��
��һ�c�⣬��݁�p�^����վ����ԭ��݁��վ���еă��c���@һ�c�����@�N����Ϳ�Ӻ�����Ҫ���Q��S�o��Ȼ�����c���y�İ���݁Ͳ��վ��ͬ���ǣ��p늘O��վ�ڽ^����Ϳ��׃���ݡ����ѿp������ᘿוr����ʹ�ã�����늘OҲ���մɰ�������վ�����^�m늕�̎�����p�մɲ����ڲ�������r����ጷş������@������һ�����ݣ���ˣ�������늘O߀��݁�����Ӷ�����̎��ͬˮƽ�ğ���ጷ��c����݁��վጷş���һ�¡��@����K�������Ӱ���݁���L�ڲ�������
��݁�p�^����վ�ȹ�݁�Ͱ���݁��վ�����~��߶��@���ă��ݡ��p�^����վ����˳��p���|���ް��C��ͬ�r�p���˲��ܚgӭ�ġ����桱̎�������ڱ���̎������ķ���늕���
늕�̎��݁Ͳ�Ӻ͉���
�O�����|���ԛQ�����Ƿ��ӻ�늕�̎��݁Ͳ�������Ǽ��g늕�Ҫ�����磬̎�����|���������ژO�͏��������p�����|̎�����@Щ���|��늕���늕r�����ް�����׃�Ç��ء��ް����H����p�@���|�����}������ͬ�r��ɾ��ı���̎������K�c��Ʒ�o�档
����ͨ�^�����p�@����늕�݁�ϻ��ď�����p���ް����S֮��������̎���������p�𰙆��}�@������ˡ��������^�����ް����}�����zƬ�M���վ��늕�݁�����Ӊ�݁���Ԝp�ٻʹˆ��}�����Ӊ�݁Ҫ��늕�݁���ӣ�Ҫ��݁�������S���˕r������Ҫһ����ȫ�ؽ�������Q��վ
�������\���п��ܕ����F�ް�����Ҫ��ǰӋ�����A�����Ӊ�݁���g����ʹ���]�ЬF�ɿɰ��b�ĉ�݁���ڴ���r�£�߀����늕�̎��݁Ͳ������һ�����S��
�����늕�̎����վ����Ҫ��늕�݁���ӣ���ˣ��ֻ�վ�]���������S����ʹ���p���|Ҳ�ṩ����Ħ���͏����Ծ��ٶ����D݁Ͳ����ʹ݁Ͳ�ڻ��|�Ƅӻ�늕����Դ�P�]����r�o�����D��݁ͲҲ������늕��Դͨ늕r���D�����۬F��ҕ��늚��N���������S���÷Q����o��N�U�����������ӽ��Cе��݁��Ч�������������ă������������^С�������O�䰲�b���p����
����늕�����ṩ�zƬ늚��N��늕�݁Ͳ�ϣ�Ҳ�S���˕��f����β�����ֹ�ް������˴��Ǽ�ʹ늕���늿����ṩ��Դ�������S����r�£���Դ���S��������������zƬ�ް����o������ް���������݁Ͳδ�ܰ����c���ٶ���ƥ����ٶ����D����r�¼ӄ�����݁Ͳ��ˌ����p���ް��l���Ŀ��ܡ�
���D늕�݁Ͳ������ijЩ��r��Ҫ�����Ӊ�݁���������ڲ����߶���չ�ԵĻ��|�r������|Ҫ��߶�ͬ�����������^����Ҫ��o�o���Ə��������û��|��늕�݁������ɻ�վ�ɶ˲�ƽ�⣬���˷N��ƽ������������|����ijЩ��r�£��O���OӋ߀Ҫ��늕���վ������݁���@��Ҫ��늕�݁���������Ӳ����O���ṩij�N���������c
�Դ
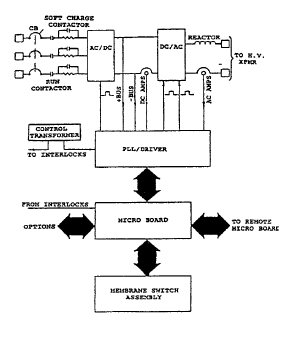
�D3-�Դ�D
���е�늕�̎���O��Ҫ�����늚��Դ���͉�60��Ɲ�Դ�����o��һ��늚��O������������l�ʡ����l�Դ���\��������׃�������������늉����߉������l����ܷ�ͨ�^늕����ӵ��݁�ľ�����ጷ�늘O��
�M�ܻ���ԭ����׃�����^ȥ30���У��ѽ����S����M���������������Դ����������������Դ��ͨ�^늄Ӱl늙C��늣����C�����ڙC��˥�߲����m�����L�r�g�B�m��������������Դ��ʹ����˹����Ȧ�ͻ�϶���ӵ��Դ������ɮa�����l�߉���ܡ������늄Ӱl늙C�ϵ��OӋ���^һ���M�����������ڻ�϶���g�ԣ����Դ���д����M��
���þ��w�������Դݔ���O���늾��w�Դ������F��Ȼ��������늾��wݔ���Դ���O�����ޣ��Ҵ��b��Ҫ��16��늾��w�����B�����_�����蹦�ʡ��M��늾��w���J����ʮ�ֿɿ����̵ľ��w�O�䣬����������������O�䌧���S�C���ϱ������ӡ�
�Դ����Ȼ�ݻ����I���ù�ɿ���������SCR�������Դݔ���O�����׃���lչ�����^ȥ��25���У�SCR�� ����׃�����V��ʹ�ã������C��ʮ�ַ��̿ɿ���
��������w�ܼ��g���I�Ȍ�����һ��늕�̎���Դ���F���������˸�С�ߴ牦�w�е��Դݔ�������@��Ž^�����p�O���w�ܣ�IGBT������̎������������ҿ�߉�����ṩ���ٵĴ��_/�P�]�_�P�������_����늕��Դ���l�ʡ�
߉�ɿع����O��ij��F���S���ÿɾ��̵�̎��������Ӌ��CоƬ����̎�����N���|��ˮƽ��늕�̎���Դ�Ŀ����·�ĸ��MĿǰ�ɫ@�ô��������늕�̎���ij��m�ԣ��ӏ�����D���������ŵ����������ں�̎���\���У���īˮ����Ϳ�ϣ���Ϳ���D��Ϳ���档����̎�����g���������M����ϵ�y��̎�������C�����M���ƣ��_��늕�̎�����_�Ⱥͳ��m��ͨ�^�Ԅ��{���Դ��늺�Ƹ�Y����ͬ��׃����늘O��݁��͡����ĺ�ȺͿ՚��g϶����D3��
�����ܶ�
늕�̎���O���x�������@�����OӋ�˜���ץסϵ�y���m�����w�\����������˜���ǧ�ߞ��λ�����ɴ��^�y̎�������z���|�Q����늕��Դ�Q���ġ�늕������Թ����ܶȁ��������ߔ�/ƽ��Ӣ��/ÿ��犣����@���H�H���]�Դ�ȼ����ҿ��]���\�ù��ʵĕr�g�L�ȡ����o���IJ��|���սo�������ܶ�늕�̎��������渽����������ij�������ӡ��@�DZ���̎���Ļ���Ŀ�ˡ�Ȼ������K�_���ı�����������ȡ�Q�ڲ��|����ʼ���渽���������磬��PET���\��1.0����/ƽ��Ӣ��/��犹����ܶȌ���44DYNES ������48DYNES���M����K��DYNES�ȵڶ��·LԇҪ��Щ������������ʼ�ȼ����ߣ�������Ҳ�^С
�����������һ�£���ͬ�IJ��|��늕�̎���ķ���Ҳ��ͬ��һЩ�T���]�Ȳ��|���������늕��������������ܶȵ���r�¿��Կ������ӱ��渽��������s��0.5������1.0.�������IJ��|�T�玧�����ӄ��ġ�������������늕���������Ȼ�������еȹ����ܶȵ���r������渽������2.0��5.0.
늕�ˮƽ���������ܶȵȼ�����ͬ�\�ö�׃������̎�����xӑՓ���|�����ܶ����������ǵ��͵ĔD��ʽ���z�\�ã�Ȼ����늕�ˮƽ߀������ӄ��d�غ��������|�����Բ�ͬ�����@��ͬ��
늕�վλ��
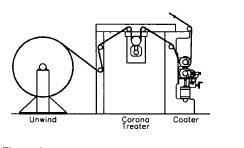
�D4
�F���݁��Ϳ��ͨ�^ʹ��ˮ��ճ����Ϳ�ρ���ɡ�ʹ��ˮ�����|Ҫ����ı�횱��ܻ���Ϳ���и��߱��渽��������ˣ��M����ʹ���A̎�����|�����A̎���߷��Ӿۺ������ڸ�Ϳ�r�ٴ�̎�����D��5�@ʾ�IJ�ͬ���|̎���ȼ�
�D��5– �������ܶ�
| �܄���Ϳ��: | 1.2 to 1.4��/ƽ��Ӣ��/�� |
| ˮ����ճ��: | 1.3 to 3.3 ��/ƽ��Ӣ��/�� |
| UV Ϳ�� | 2.0 to 3.0 ��/ƽ��Ӣ��/�� |
| 100%���wճ��: | 1.0 to 1.5 ��/ƽ��Ӣ��/�� |
�A̎���ͺ�̎��
�ָ߷������ڔD����ˇ��̎����̎����횱��ִ���44DYNS �@�ӻ��IJ��������z�r���������������ĺ����T�绬�ӻ�����������ӄ����t����渽���������ͣ��@��������ӄ������x�����渲�w��̎�����|���������S���M�븲Ϳ��ˇ�r����ԓ�ٴ��ڹ�ˇ����̎�����|���֏�늕�̎��������ߵ�����̎���ȼ���̎�����ܶȿ��Ը���44DYNES ��ֻ������p�@����ǰ����̎���Ļ��ı��挢���wһ��Ϳ�ϻ����ӄ���
��̎�����Q��֮��̎����Ϳ���|���������ں��m�D�Q��ˇ���@��Ҫ��ͨ�^늕���ˇ��ɡ��A�Ⱥͺ�̎����ˇҪ���O��ĎN���Á�M��D�����z�\���ЏV����ͬ�ļ��g�ͳɱ�Ҫ��
���Y
�M�ܾ��ٶ�������ߣ�Ҫ����p���ĺ��͏������Լ����D���|�ij��F��늕�̎�����g�ѽ�ȡ���^���M����M�㌦���g�ͳɱ��������ĸ�Ϳ�ИI����̎����ˇ��
���I��˾�鸣˹�ؠ���