����չ�_ϵ�y
�ڶ������D�Q�O���϶��ܿ�������չƽϵ�y�������Ҋ�����������M��һЩ��Ҫ���������z����������Ϳ��ӡˢ���и���վ���֮ǰ�茢����չƽ���Еr����Ҫ����չƽϵ�y�p���ް����@�Ӯ������p���^݁Ͳ�r�����a���ۺۺ��ۯB��չƽϵ�y߀���Á����p�@����֮ǰ�и���ģ�߀���Ա��Á����ÔU���Ǽ���Ʒ��
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F1_Spreader_Streamlines.jpg')
�D1—չƽ�Dʾ
չƽ݁���Á�U�����ġ��ĈD1�п�������չ݁�ϵľ��ı������θ������ֻ������е��@�N���ڙM���揈������Č��ȶ��Ǖ��r�ġ��@���Ǟ�ʲô�҂���회���չֱ݁�ӷ�������Ҫ�����϶ˡ���ijЩ���|�У������f�����������p�@��������ij�N�Ǽ���Ʒ���˂������p���þ����p�y�����U���Č��ȡ�����ijЩ����Ȳ���IJ����У����缈��������չ������
��ˣ���C��չ݁�Ƿ��������õ�����Ҫ��ʽ�Ǵ_�J�Ƿ����ӌ��ȡ�ͬ�ӣ��҂�Ҳ���Կ��������ď��и������и���^չƽ݁���p�@�r�g϶׃��������҂��_�Jչƽ݁�ϵľ����Ƿ����@׃ƽ�����ͨ�^���Ϸ�ʽ��Ȼ�]�аl�Fչƽ���t�f��չƽ݁�o��������Ч������
o �����O�û��\�Æ��}���S��չƽ݁���H������ް�����Ҋ�������Ǐ�݁��ȱ���������������Еr�����^��չƽ݁�������������������ܡ���Ҋ��������������ͨ�����e�`���Á�����չƽĿ�ġ���1 ��ʾ����չƽϵ�y
��1—����չƽϵ�y
- ��݁
- ��݁
- ����—D�U
- �p�؏�݁
- Z��չƽ�b��
- չƽ݁Ͳ
- �l���
- ������
- ��l��
- ߅����
- ���쉺݁
- ������
����չƽ݁Ͳ
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F2_Concave_Spreader_Roller.jpg')
�D2-����չƽ݁Ͳ
���ξ���չƽ݁Ͳ�����������\�÷�ʽ���Еr���Q���I�Y����չƽ݁���ĈD2�п���ԓչƽ�b����һ�N���yչƽ݁Ͳ����ɶ�ֱ���Ա����Ĵ��������O���У�݁Ͳֱ���M���汻�и�ɈA�뻡��Ȼ�����@�N�����b�ÿ����ڷ��и�����ϣ�ͨ�^ʹ���F�ζ˺�һ���A���������и�һ�����ġ������cֱ���p����10-25%�����ľ�������������ƙCе���o����
����ͨ�^����һЩ�z���ھ���߅���p�@����ģ�M����չƽЧ����Ȼ�����˷N����չƽ��Ҫ��ȫ�Ġ��������@��݁Ͳ���Ա��ܺõ��p�@������Ҳ�ֲڡ��M�ܴ˷N����չƽ��ʮ�ֽ����ķ�ʽ���������������OС�����ܚgӭ.
��݁
�D3����݁
��D3��ʾ����������չƽ݁��һ�����ι̶��S�����D��Ͳ���b�����S���S�����ϡ��S�Ђ��̶����׃�ӏ��ȡ���Ͳͨ����һ�wʽ��ܛ���Թܺϳɲ��ϣ�Ҳ�����S��խ���ٚ��Ƴ�
������Ҳ�dz���Ҫ����鏝��̫С���p��չƽ݁��Ч�ԣ���̫������չƽЧ�������a���ް����z�����ǣ��҂��vʷڅ���ƺ�̫�^���������Y�ǣ��ֵď�݁��Ҫ��1/8%�����ȣ������и��ͣ��dz����g��dz��ֲڵľ��ď����ȱ��������1/2-1%݁Ͳ������������չƽ݁���P��Ҫ�������ı�횽��^15-45���p�@�����o�w��횾��з������ܡ��ɽ����o�w���������݆̥�ı��棬��ĥ�p������Ҫ��Q���o�w����һ�������Ϲܹ⻬������o�w������Ҫ�ϲ��Ա��ڸ����\�ã���ʹ���p�|���^�����ĕr݁Ͳ��Ҫ���վ����ٶ��ӡ�
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F4_Bowed_Roller_Setup.jpg')
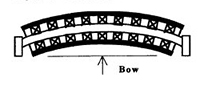
�D4 ��݁�O��
��݁�O�÷dz��������ˡ����ȣ����ȑ�ԓ����D4�еİ��־���ֱ�������Ρ�Ȼ�������ȿ����x�����ݼ{�������ĵľ��Ļ���ƫ�x�ݼ{����߅����Σ��M������L�ȱ��ʑ�ԓ��2��1����Ҳ���ܰ��ղ�ͬ���ʲ�����
���ܺ�D �Uչƽ
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F5_D-Bar_Spreader.jpg')
Figure 5 – D�Uչƽ
���ܾ���չƽ݁����Y�����ζ����ܚgӭ���z�����ǣ��了�Θ��������ͨ���������a�ֲڼ�չƽ�|�����D5��ʾ��D�Uչƽ�b����U�ęM�����������ĸD ��������D�U�c����չƽ�b�õ�Ψһ�^�e����D�U�Π��ͨ�^���gǧ����{����ͨ�^�@�N�{���������T��չƽ�ֲ����ɻ����ģ����Ǵ��_һ������M�L�п�λ�á����ܻ�D�U��������ֱ�ӌ������ġ�
���ܡ�D�U����������չƽ�b���\�þ��������ھ���ץ��������һ�£������������z�ľ��ġ����H�ϣ���ʹ�Ǽ�Ӳ��䓗U�켈�rҲ���^��ĥ�p�Ķ��ڗU�Ϯa������һ�����и����ʹ�Ï��ܵĆ��}��������·���ȃ�߅�L���Ķ�ʹ߅�����r�a��ij�N�̶��ɳڡ�
�pչƽ݁
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F6_Duel_Bowed_Roller.jpg')
�D6���p��݁Ͳ
�ЎN�pչƽ݁Ͳż������չƽ�M�L�и���ġ��p��չƽ݁����D6��ʾ�������ɂ��c���ĵ��M������ֱ�ď�݁����ͨ�^���Dչƽ݁���Ǹ�׃���ȁ��{��չƽ��
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F7_Pos-Z_Spreader.jpg')
�D7��Z��չƽ݁
Z��չƽ݁Ͳ����D7��ʾ�������ɂ�ָ���Ϸ��Ě�Ӹ��ӗU���������һ���汾��һ����չƽ݁�������һ��D�Uչƽ݁���pչƽ݁Ͳ�c����㲿��������ʽ��ȫ��ͬ
�Uչ݁
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F8_Expander_Roller.jpg')
�D8���Uչ݁
��D8��ʾ��չƽ݁���z���Ի��εĠ�B���D,��Ƭ�ď�������Uչ,��һ�N�汾��չƽ݁�У�݆�����g�Y���c�ӵİ댒��l���ӡ���һ�Nչƽ݁�t���S�������z�l�M������݁�����ɿ��{����б݆�ϣ������һ����ͬ�Ę�ʽ�ǰ�����ĩ��б݆�ď��Ը��w�����ͨ�^���b�������S�ϵ�ëˢ֧�Ρ��@Щչƽ݁��һ�ӵ��������������ڠ�������������������������ڠ������������D�Q��Ȼ�����@�Nչƽ݁�ٶ������ұ���ֲڡ�
߅������
߅���Ӿ���չƽ݁Ͳ�����չƽϵ�y���Еr���������Ԍ����Č��ȔUչ���ױ�,���o���@ô��������zƬ���ǿ���ͼ���Ʒ�ȏ������Ϸdz����ޡ����H�ϣ��@���ܕ�ʹ�������ÔU����
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F9_Edge_Pull_Stretchers.jpg')
�D9��߅����݁
��D9��ʾ���������չƽ݁Ͳ��һ���Mխ������ͻ���ľ��ă�߅����ܛ��������݁Ͳ�ġ��z�����ǣ����չƽ݁Ͳ���bҪ��dz��ߡ���һ�N����չƽ݁���������aij�N�zƬ�Ϳ���ď����ܡ��������չƽ�b�õ�ȱ�c�����Еr�������^�ȣ�߅�������דp����Ҫ����������
����չƽ
�����҂�������һ�ӣ����þ���չƽ݁Ͳ�ľ���չƽ��һ�������^�̣����r�����ď���Ȼ��������չƽ݁Ͳʮ�ְ��F��������չƽ���һ�㲻ʹ��չƽ݁Ͳ������չƽ��һ�������^�̣�ʹ�þ��ď���������Ҫ�Č���
 \n\n?????????????????'))window.location='http://www.zhaodima.com/faustelc/wp-content/uploads/2013/02/Web_Spreading_F10_Wrinkle_Crossing_A_Roller.jpg')
�D10��݁Ͳ���F����
����չƽ�ǻ��ھ��Ŀ��Ա������ڸ��ܑB�a���ĸ߿��g���ʵ�ԭ�������đ�ԓ����݁Ͳ��U���ȴ��У�����ԓץס�ڶ������ȴ��л�����݁��͗U����F���ޡ���D10��ʾ��݁��İ��ޮa�����扺�s�����˽���������߅�������Ƴ������Ǵ����dz������y�w�^���ĺ�݁�g��Ħ�����������������Ħ������͵���r�£����Ĵ��в��������ֱ������ƽ����
����ͨ�^�U��݁Ͳֱ���p�٠��������p�p�p�@���IJ��p�پ����c݁Ͳ�g��Ħ��ϵ�������������O������ǂ��U��Ȼ����Ҳ������Ҫ݁Ͳ����ֹ���ӡ�����g�����^����ģ����ڲ��������ľ��Ŀ��ܟo��ʹ�����_�������ƽ��
ժҪ
��������r���҂����S����Ҫչƽ��Ȼ�����֙C�����aƷ��ˇ��ʹ��չƽ�ă��c��p�ٰ��ޡ�չƽ���Ļ���_�и����֮�gģ�g϶���P�IҪ�_���@Щ���ݑ�ԓ�˽�����Ҫչƽ��������Ҫչƽ�Լ�������õ�����չƽ
Ԕ����Ϣ��Ո��������īI
Roisum, David R. The Mechanics of Web Spreading Parts I & II. Tappi J., vol 76, no 10, pp 63-70, October 1993 and vol 76, no 12, pp 75-86, December 1993.
Roisum, David R. The Mechanics of Wrinkling. Tappi J . , vol 79, no 7, July 1996.
Written for Faustel, Inc. by David R. Roisum, Ph.D.